![「スバルの組み立てカムと高精度シリンダーヘッド FB型水平対向4気筒エンジン[内燃機関超基礎講座]」の1枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/02/big_main75644_20200710165100000000-150x150.jpg)
![「スバルの組み立てカムと高精度シリンダーヘッド FB型水平対向4気筒エンジン[内燃機関超基礎講座]」の2枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/03/big_4617868_202007101651320000001-150x150.jpg)
![「スバルの組み立てカムと高精度シリンダーヘッド FB型水平対向4気筒エンジン[内燃機関超基礎講座]」の3枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/03/big_4617871_202007101652080000001-150x150.jpg)
![「スバルの組み立てカムと高精度シリンダーヘッド FB型水平対向4気筒エンジン[内燃機関超基礎講座]」の4枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/03/big_4617872_202007101652350000001-150x150.jpg)
![「スバルの組み立てカムと高精度シリンダーヘッド FB型水平対向4気筒エンジン[内燃機関超基礎講座]」の5枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/03/big_4617873_202007101653110000001-150x150.jpg)
![「スバルの組み立てカムと高精度シリンダーヘッド FB型水平対向4気筒エンジン[内燃機関超基礎講座]」の6枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/03/big_4617875_202007101656370000001-150x150.jpg)
![「スバルの組み立てカムと高精度シリンダーヘッド FB型水平対向4気筒エンジン[内燃機関超基礎講座]」の7枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/03/big_4617876_202007101656530000001-150x150.jpg)
![「スバルの組み立てカムと高精度シリンダーヘッド FB型水平対向4気筒エンジン[内燃機関超基礎講座]」の8枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/03/big_4617877_202007101657440000001-150x150.jpg)
目次
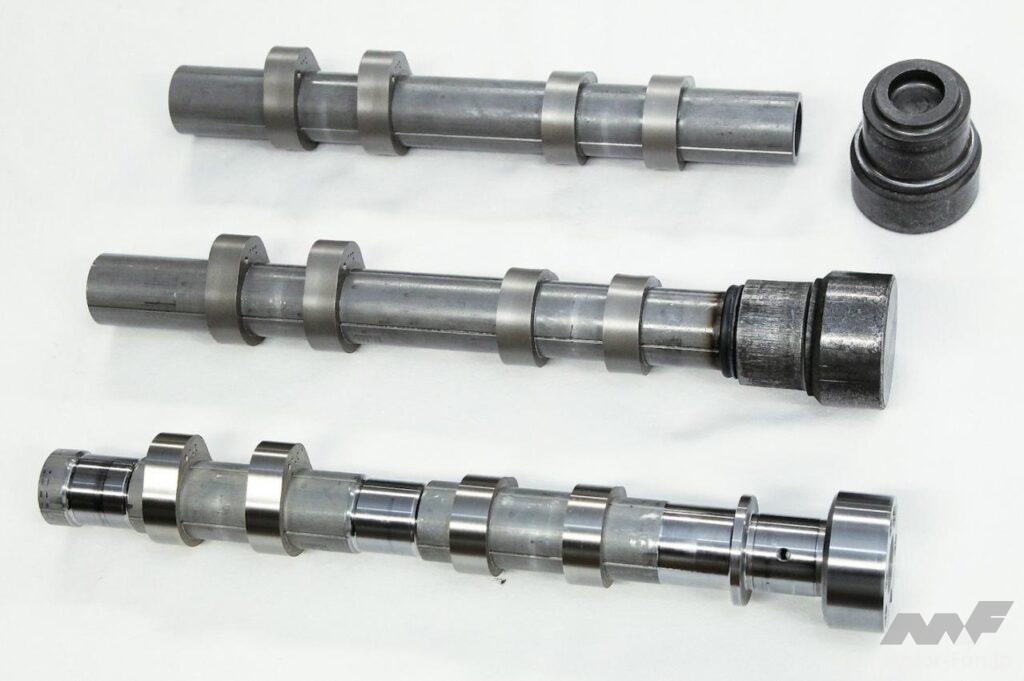
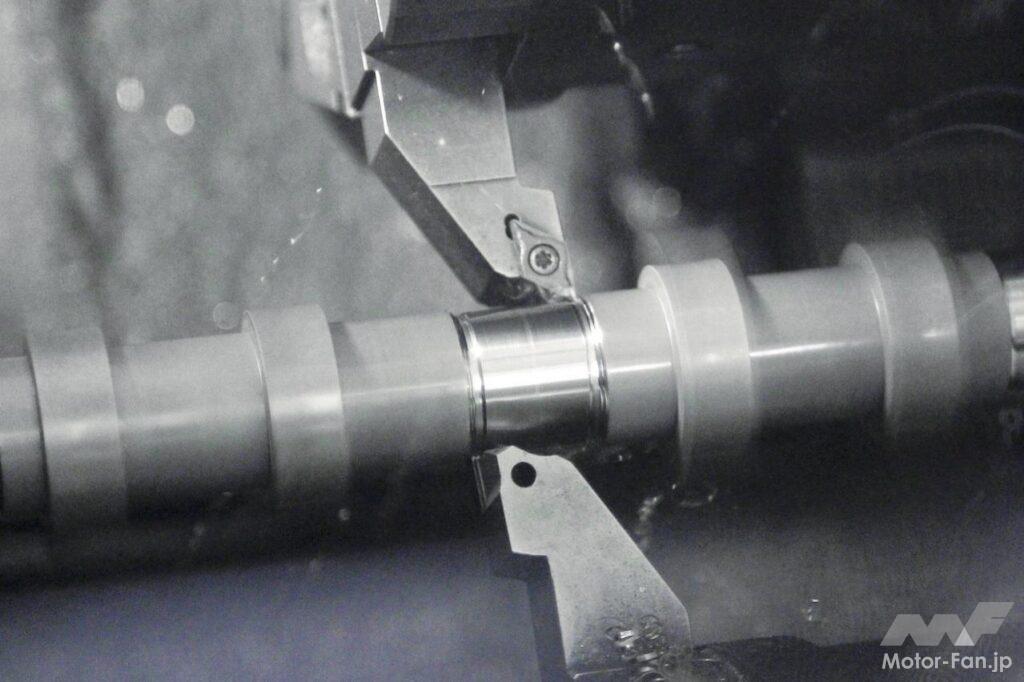
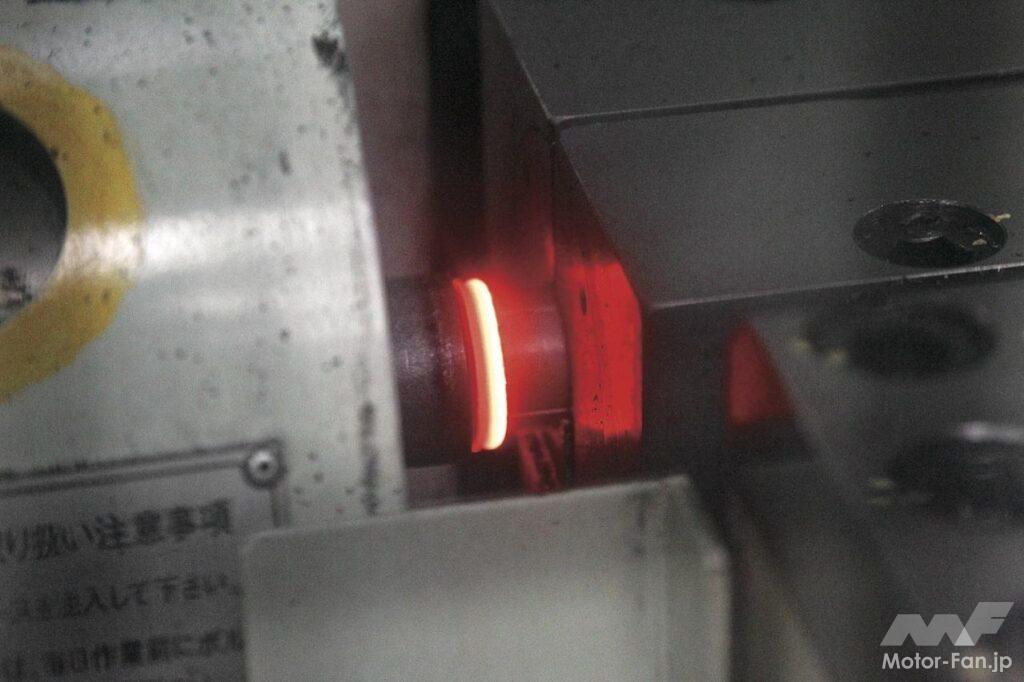
かつての主力エンジンだったEJ型は、そのモデルライフの途中で鋳鉄製カムシャフトを組み立て式に変更した。バルブリフト量の増加とバルブイベント可変化により、より高い強度が求められるようになったためだ。もちろん鋳鉄カムシャフトは充分に高い強度なのだが、必要な部分にだけ強度があればいい。強度不要な部分は思い切って軽くしたい。そのため、薄肉の中空パイプをシャフトとし、焼結合製のカムロブを圧入する構造を採用した。フロント側の先端には冷間鍛造のエンドピースを摩擦圧接し、シャフトも含めて必要な部分に機械加工が施される。シャフトの肉厚は、ジャーナル部分で約2mmであり、これは鋳鉄から削り出す方法では不可能なレベルである。
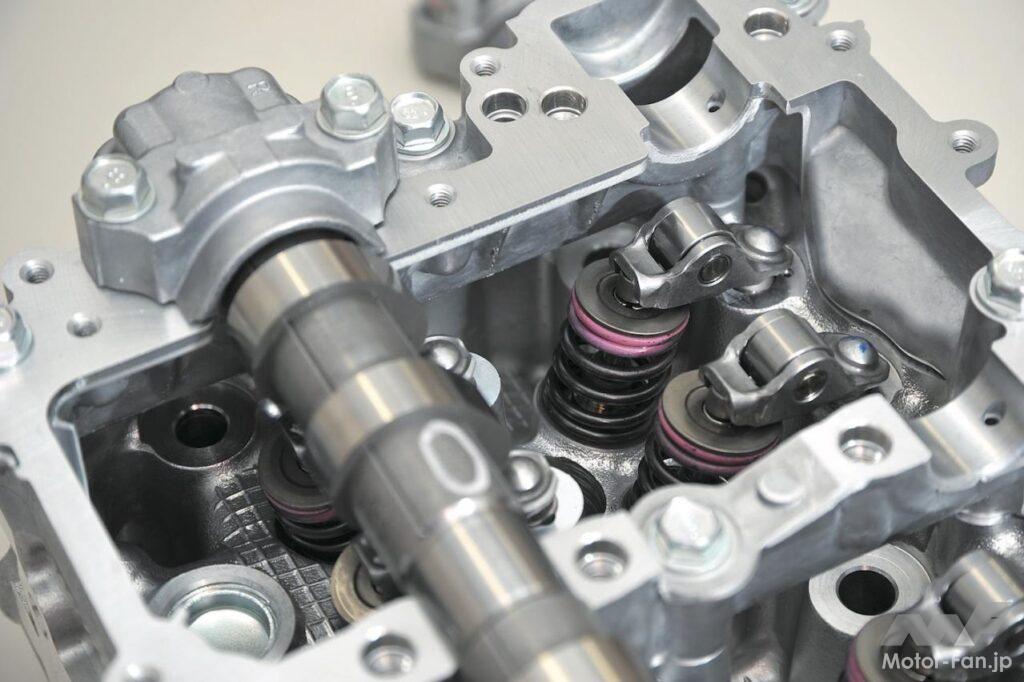
FB型エンジンのバルブリフト量は11mmでありEJ型の10mmより大きい。しかもVVTはカム山がバルブを乗り越えるときのトルク変動で作動するタイプであり、カムシャフトをねじるような力が作用する。そのため、カムロブは鋳鉄に対して約2倍の耐ピッチング性能を持った素材で成形され、チルカムより硬度を10%程度上げている。また、ロッカーアーム式のバルブ駆動は1弁当たりの慣性質量が大きいため、高回転まで回すとなると慣性質量×回転数の計算で直打式のほうが有利になる。この対策として、カム山の先端部に向かう稜線のカーブが工夫されている。カムロブは精密成型されていてフィルムラッピングは行なっていない。さらにロッカーアームに取り付けているローラーにニードルベアリングを内蔵し、フリクションを低減している。ベアリングなしの場合に比べるとフリクションはまったく違うという。
それと、バルブ周りの設計で重要なのがバルブスプリング選びである。どの回転域を「いちばんオイシくしたいか」によってバネ反力の設定が変わってくる。ここもカムプロファイルとの関連があり、FB型エンジンでは高回転域にスイートスポットを置いている。
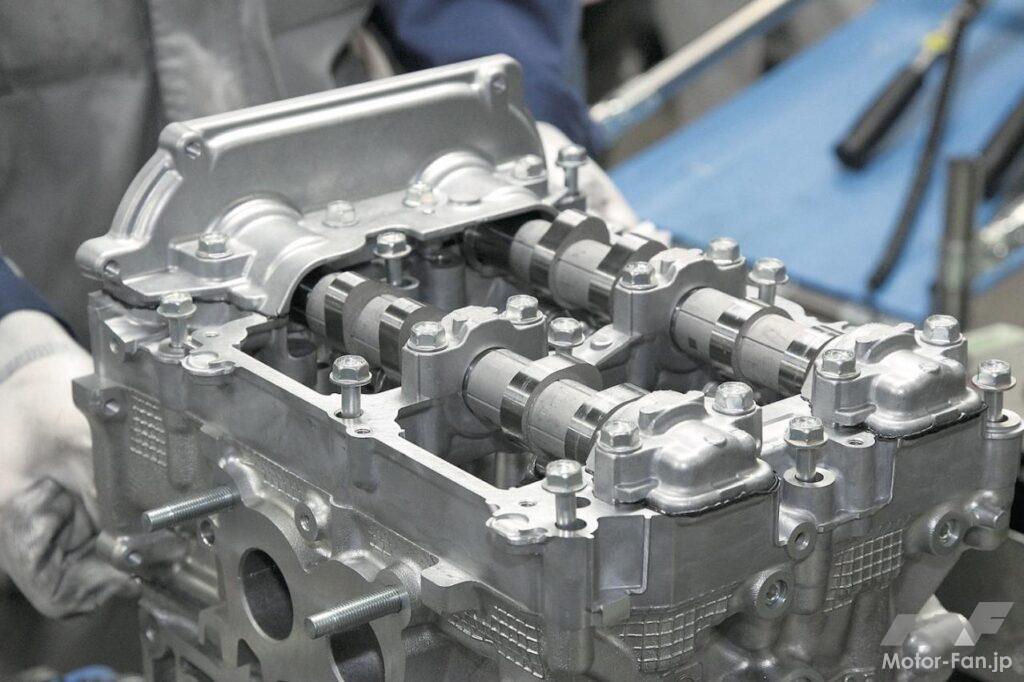
FB型水平対向エンジンの組み立てカムシャフト

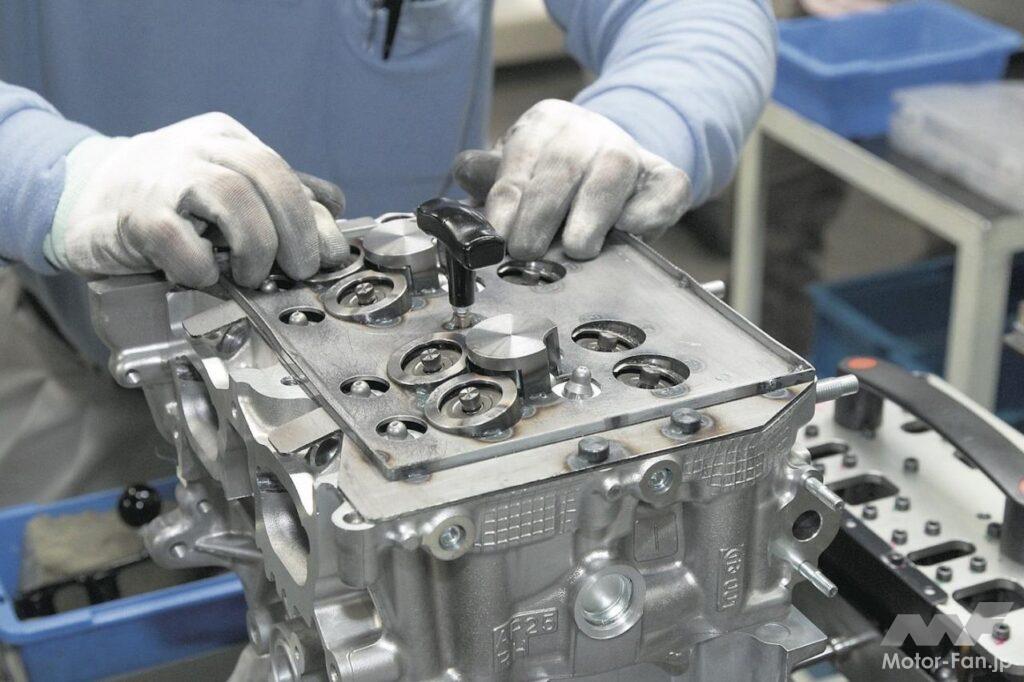
高精度シリンダーヘッド