そこが知りたい! タイヤ削りの効果 代表自ら筑波スーパーバトルで検証














本記事はレブスピード 2025年11月および2026年3月号からの抜粋です。
金鈴精工が開発したタイムアタッカー用 タイヤ削り機 『削丸』

金鈴精工の削丸は、スポーツタイヤのトレッド面を半自動で削れるタイヤ削り機だ。タイヤの外周を一定の厚みで削り取れ、ほぼ真円が保て、表面も綺麗に仕上がる。
新品の皮剥き、ユーズドの熱硬化部分の除去、浅溝化、接地面積の拡大、ショルダーの形状変更など、利用次第で、タイヤのグリップ力向上や性能回復が狙える。
開発者である鈴木隆介代表が筑波スーパーバトルに削丸を持ち込み、自身でタイヤを削り、そして走って、効果をレポートする。

鈴木隆介 代表
「新品タイヤは表面に離型剤などが染みている。すでに空気にも触れている。わずか削ると、新品ならではの性能で走れる。ユーズドは熱硬化部を削ると、性能回復が見込めます」
スーパーラップ達成のために
タイヤを精緻に削るメリットとは
ショルダーいっぱいまで接地面積を広げる
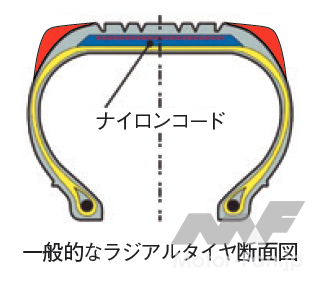
一般にスポーツタイヤの基本形状はラウンドしている。一方、ショルダー付近に注目するとゴムが厚いが、プロファイルは直角までではない。( イラストの赤色の箇所)。削丸でトレッドの中央から削って平に均すと、ショルダーいっぱいまで接地面積が広げられる。
丸いタイヤと四角いショルダー形状で操縦性は変わる
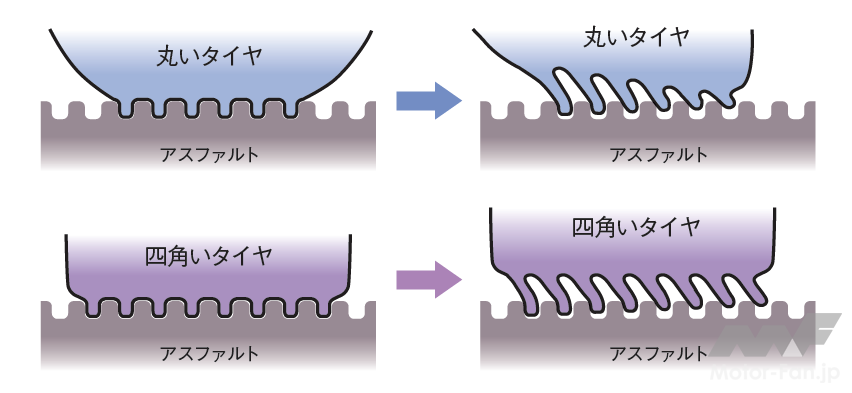
荷重が乗ったタイヤは表面のコンパウンドが路面の凹凸に粘着による摩擦で溶け込むように喰いつき、ゴムのヒステリシスもあってグリップする。
問題は荷重が減り、ゴムが伸びたとき。形状が丸いタイヤは徐々にトレッドが離れ、運転がしやすい。四角いタイヤは接地面から最大グリップには有利だが、粘らず、いっぺんに抜けて挙動が急変しがち。削丸で、限界域の特性もセッティングが可能だ。
ショルダーの巻き込みも削り方で解消
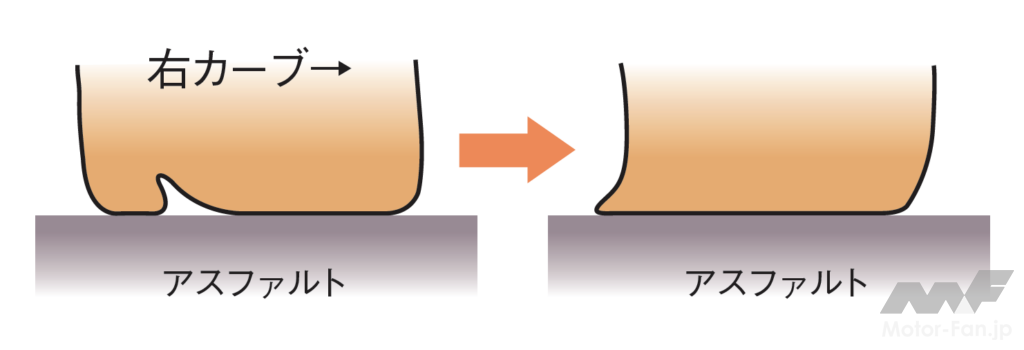
直角状のショルダー形状で起こる巻き込み。骨格に対してゴムが厚いため、荷重によってはトレッド側に巻き込まれ、引っ張られては戻るが繰り返される。ゴムの伸縮でトレッドには微振動が起こり、接地面積は安定しない。削り方で接地面の拡大と併せて解消が見込める。
ADVAN A050のG/SとA1を削る
筑波スーパーバトルで装着したタイヤはA050で、車両が金鈴精工 エキシージ。フロント用に225/45R16のG/Sコンパウンドが、リア用には295/30R18のG/Sと最新設定のA1が準備された。
G/Sは筑波を数周したユーズドで、A1は新品である。いずれも表面を少し削り、G/Sはフレッシュな面を出した9分山。A1は鈴木代表も初使用のため、基本性能の確認にトレッド中央を磨くイメージで整えた。9.5分山だ。



フロントは225/45R16でG/Sコンパウンドのユーズド(筑波2LAP使用)。リアは295/30R18でG/Sのユーズド(同)と新品A1の2種類。ユーズドは摩耗した分だけ削って整え、フレッシュ面を出しつつ接地面積も確保。A1は初使用。性能の把握に中央を磨く程度に平らへならした。
New・Usedいずれもエキシージでの筑波自己ベスト58秒台に到達!
セクター別タイムが削丸の効果を証明する

| タイヤ | 状態 | |
| 走行1 | フロント G/S Used リアA1 NEW | 9.5分山。リアに履くA1は初使用。特徴の把握にも軽く皮むき |
| 走行2 | フロント G/S Used リア G/S Used | 前後G/Sユーズド 9分山。2LAP使用品のフレッシュな面を出した |
| 走行3 | フロント G/S Used リア A1 Used | フロントは2本目、リアは1本目使用のA1の表面を削る |
| タイム | セクター1 | セクター2 | セクター3 | 最高速 | |
| 走行1 | 58.366 | 24.034 | 24.066 | 10.266 | 184.615㎞/h |
| 走行2 | 58.779 | 24.087 | 24.056 | 10.636 | 183.986㎞/h |
| 走行3 | 59.806 | 24.413 | 24.716 | 10.677 | 181.513㎞/h |
では、結果だ。タイヤサイズは前出のとおりで、朝の1本目はフロントがG/Sのユーズド、リアがA1の新品で58秒366。昼の2本目が前後G/Sのユーズドで58秒779。参考に、路面状況が変わった午後の走行は、1本目の組み合わせの面修正で59秒806。
1本目から、確実にベストタイムを刻んだ。注目はセクター別タイムである。インフィールドが主のセクター1とセクター2のタイムは、1本目、2本目いずれも同等で、約24秒+約24秒の48秒だ。

「2本目の前後G/Sユーズドは気温が上がり、セクター3の最終コーナー付近ではエンジンパワーも落ちて攻めきれなかったが、セクター2までは1本目以上に乗れていた。削丸で取り戻したグリップ力を、発揮できたといえます。
もっとも、朝イチのリアA1新品も感触は良く、初めて履いて最速のタイム。ただし、合う使い方は1回ではつかめない。ホイールも295/30R18に対して、A1が10J、G/Sが10.5Jでした。テストを重ね、削って、走って、結果を見て検証、次に備えます」
削丸と向かう先は57秒台だ。
「削って」「走って」「効果を観る」
タイヤ温度の把握がタイム短縮への近道

「削丸で仕上げたタイヤでのアタック。効果の検証はトレッドの目視だけでなく、表面の温度分布もロギングし、ダッシュロガーに表示しています。タイヤに荷重が載ると温度は上がる。フロントは走行風で冷える。エキシージでは左リアが最も高温になる。
私はA050のG/Sでは、30~50℃のレンジを意識して使う。60℃ではトレッドが崩れ始める。ですからコンディションも想定して温めたタイヤで、何℃でアタックに入ると最良か、それも温度から判断します。
今回は40℃でコースイン。あとで舵角やヨー、荷重の数値とも照合し、削り方やサスセッティング、運転のヒントにします」と鈴木代表。

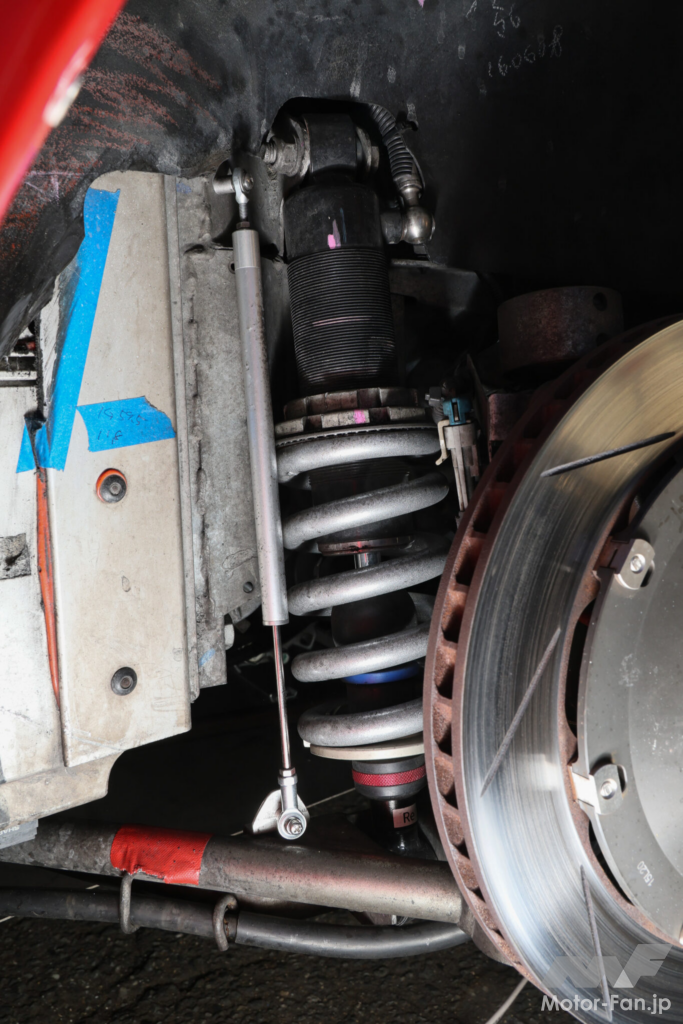



タイヤハウスのボディ側に、タイヤの表面温度を計る非接触型の温度センサーが組み込まれる(上)。4輪にある。ほかに走行車高の変化(下)と、前述したサスストローク用の計測センサーも備わる。



■金鈴精工
TEL0428-24-2205





