鍛造コンロッドと焼結鍛造コンロッド 製造法の違い完全バランスのための重量管理とは[内燃機関超基礎講座]



モーターファン・イラストレーテッド vol.117「エンジン回転系部品大図鑑」より転載
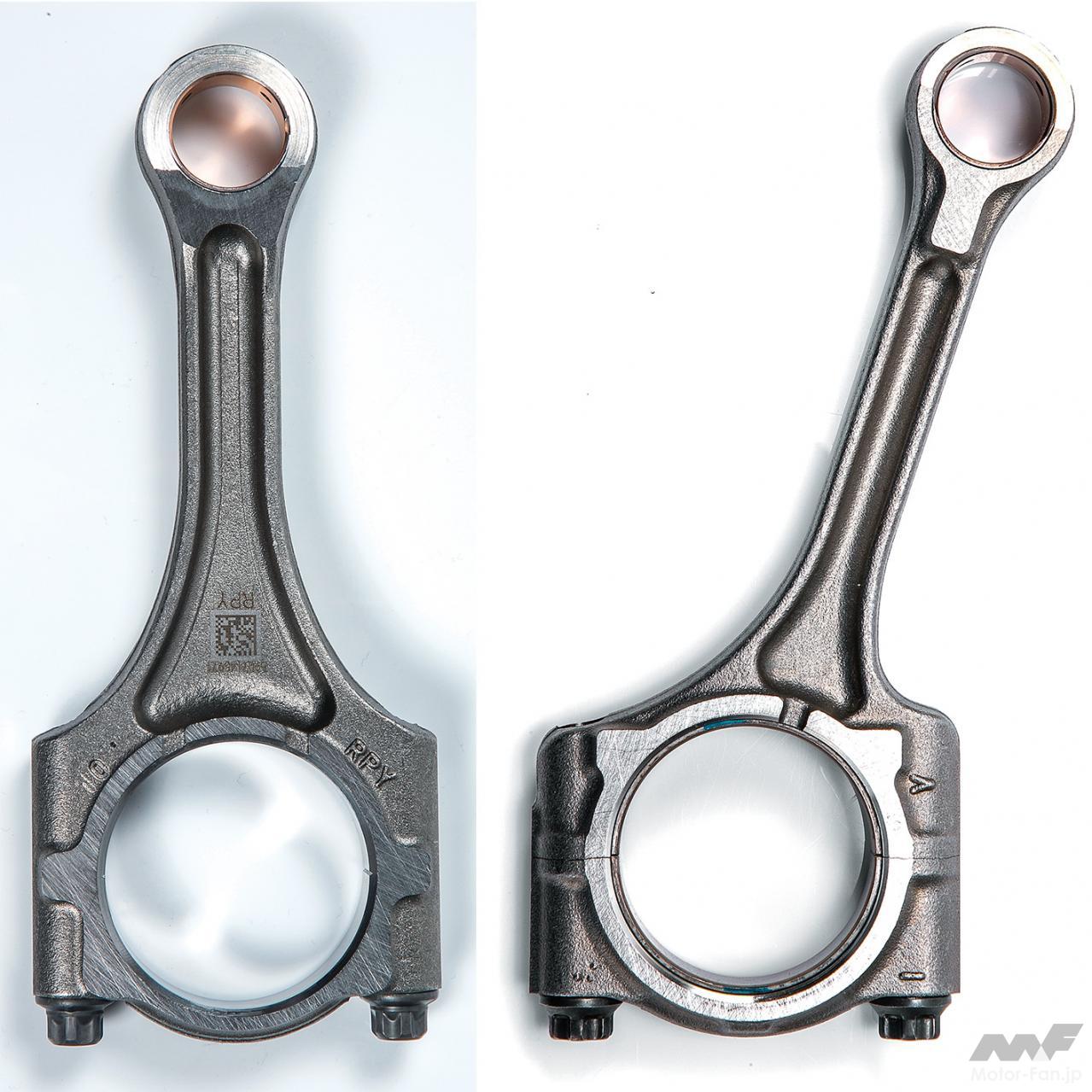
上の写真の左は、ホンダ・シビックタイプRの搭載エンジン、K20C型2.0ℓ直4ターボエンジンのコンロッドである。タイプRのコンロッドだから当然、高強度・高剛性の形状設計がなされている。熱間鍛造した後に、棹部のみに冷間鍛造を行なっている。
右はスバルの1.6ℓ水平対向4気筒DOHCターボ(FB16DIT型)のコンロッドだ。数回の熱間鍛造後に、最後に曲がりを修正するために1度、冷間で打つ。大端部の合口が斜めになるのは、水平対向エンジンの組み立てを考慮した独特の形状だ。このようにコンロッドは鍛造で造られることが多い。しかし、「焼結鍛造」という製造方法もある。



コンロッドを軽量化できればクランクシャフトも軽量化できる。しかし、近年のエンジンは燃焼圧力が高く、コンロッドが受ける燃焼圧力、往復慣性力は大きくなる一方だ。十分な疲労強度と座屈強度を有し、しかも軽いコンロッドはエンジン運動系設計者諸氏にとって永遠の課題である。
もうひとつテーマがある。NV(ノイズ&バイブレーション=音振動)の低減である。近年流行の小排気量少シリンダーエンジンだけでなく、V型エンジンでもNV低減は課題だ。トヨタ自動車の設計者諸氏はこう語る。
「V6のクランクシャフトはL(直列)4に比べると複雑な形状です。L4ではコンロッド~ピストンの重量の絶対値管理は不要ですが、V6ではピッチング振動(エンジンを前後に揺さぶる不平衡偶力)を抑制するため、クランクシャフトのカウンターウェイトはほぼ全体に加工を施し重量の絶対値を管理し、コンロッドも重量バラツキの小さい焼結鍛造を採用してます。ピストンも厳格な重量管理を行なっています。これにより60度バンクのV6ではバランサーなしでも高いNV性能を実現しています」
粉末状の金属を、その融点よりも低い温度で加熱することで塊を作る。これが焼結合金である。トヨタは焼結合金をさらに鍛造したコンロッドを世界で初めて量産市販エンジンに採用したメーカーであり(1981年、セリカ搭載の1S-U型に初採用)、そのノウハウには一日の長がある。しかし、焼結鍛造では通常の鍛造よりも疲労強度やヤング率(縦弾性係数)が低いのではないだろうか。
「粉末金属の成分を工夫して強度を上げています。成形時にコンロッドは厚みのある部分と薄いところがあるので、型を工夫して密度が均一になるようにしています。成形後の状態はいわば半生で力を入れれば折れます。そこで炉で熱して粉末同士を結合させた後、鍛造を行なっています。型から取り出して素早く鍛造します。時間経過とともに焼結合金の温度が下がり、表面は酸化を始めますから、いかに短時間で型から取り出して打つかが勝負です」
さらに言えば、「焼結鍛造では鍛造のような大きなバリは立たず、投入した粉末金属がほぼ全て製品となるため重量の絶対値管理が可能となる」とのことだ。完成品の焼結鍛造コンロッドを見ると、ロッド部分に機械加工の跡が見える。面取りだ。これは「焼結鍛造でもわずかに発生するバリをロボットで全数を自動処理している」という。
クランクピンに取り付ける大端部合わせ部は、破断ではなく加工である。「破断するとわずかな変形が出るため、被削性の良い素材を使って加工仕上げしています。破断で変形したものをボルト締めすると変形を矯正するために余分な軸力が必要となります」という理由だ。実物を触ってみると、加工精度が高いのでボルトを締めなくても大端部はピタリと合う。
一方のL4用の鍛造コンロッドは、バナジウムを添加して強度を向上させ、さらに被削性を悪化させるベイナイト析出を抑えられるよう成分調節したものだ。硬くて丈夫でも削りやすい。ここにもノウハウがぎっしり詰まっている。









