![「プラズマ溶射シリンダー内壁処理の仕組みと効能[内燃機関超基礎講座]」の1枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/02/big_main75937_20201116085806000000-150x150.jpg)
![「プラズマ溶射シリンダー内壁処理の仕組みと効能[内燃機関超基礎講座]」の2枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/02/big_4605380_202011160835010000001-150x150.jpg)
![「プラズマ溶射シリンダー内壁処理の仕組みと効能[内燃機関超基礎講座]」の3枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/02/big_4605382_202011160838250000001-150x150.jpg)
![「プラズマ溶射シリンダー内壁処理の仕組みと効能[内燃機関超基礎講座]」の4枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/02/big_4605383_202011160838450000001-150x150.jpg)
![「プラズマ溶射シリンダー内壁処理の仕組みと効能[内燃機関超基礎講座]」の5枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/02/big_4605385_202011160839380000001-150x150.jpg)
![「プラズマ溶射シリンダー内壁処理の仕組みと効能[内燃機関超基礎講座]」の6枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/02/big_4605387_202011160841430000001-150x150.jpg)
![「プラズマ溶射シリンダー内壁処理の仕組みと効能[内燃機関超基礎講座]」の7枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/02/big_4605389_202011160858080000001-150x150.jpg)
![「プラズマ溶射シリンダー内壁処理の仕組みと効能[内燃機関超基礎講座]」の8枚目の画像ギャラリーへのリンク](https://motor-fan.jp/tech/wp-content/uploads/sites/5/2022/02/big_4605391_202011160844270000001-150x150.jpg)
目次
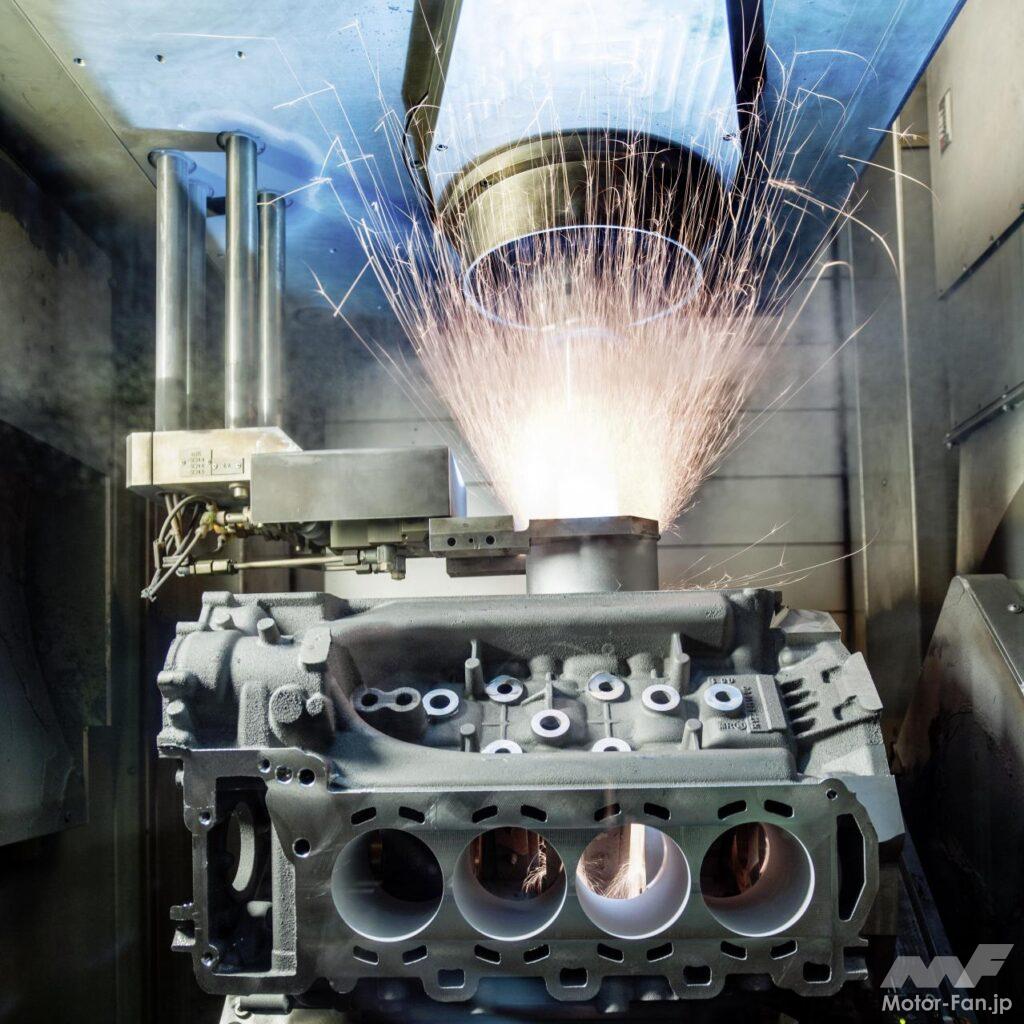
プラスとマイナスの電極間に強い電流をかけて放電させ、不活性ガスを供給すると気体が電離して超高温のガス流となる。そこに金属粉を送り出し溶融させてシリンダー内壁に吹き付けてコーティングするのがプラズマ溶射の原理。後述するアーク溶射などにくらべると、より微細な粒子を緊密に被膜化することが可能で、溶射する金属等の素材の選択肢が広い。
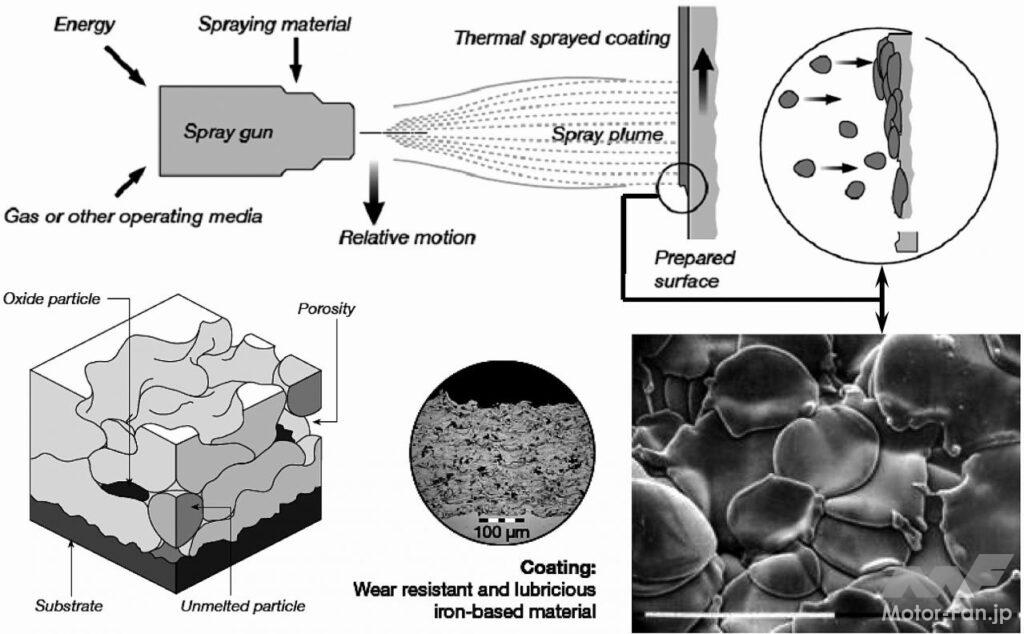
同様の効能を得られる溶射技術に高圧酸素を用いるHVOF(高速フレーム溶射)があるが、円筒であるボア内面へ加工する際、溶射ガンとボアとの距離をとる必要があることから、設備が大がかりとなるHVOFは不利となる。金属粉末は溶けて折り重なるように積層し、それぞれの間に細かい気孔を形成する。これがオイルをボアに保持する溜まり穴となる。


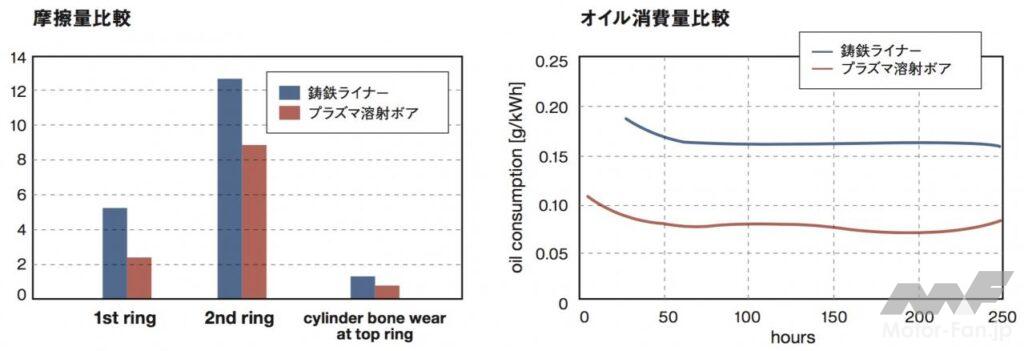
上の4つのグラフは、鋳鉄ライナー+ホーニングとプラズマ溶射処理で、摩擦によるフリクションの量を比較したもの。冷間始動時からフルパワーまで、エンジン回転数が上がるほど溶射の方が相対的にフリクションが低い。
下は同じようにボアの摩耗量を、右下はオイルの消費量を示したもの。溶射ボアはフリクションとクーリングにおいての効果が高く、レーシングエンジンでは多用されるが、耐久性や経済性といった面でも有効なため、市販乗用車への採用が進んでいる。
溶射プロセス①:溶射前処理
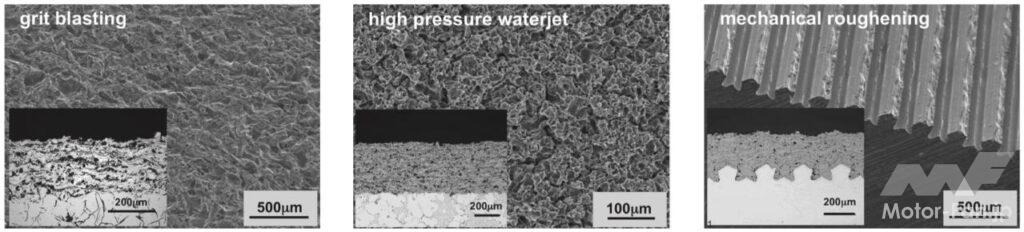
プラズマ溶射を施工する前段階では、被膜素材の食いつきをよくするための下処理が行なわれる。左はいわゆるショットブラストで、アルミナの粉末をボアに吹き付る方法。密着性が高く比較的低コストなため、現在にいたるまで主流となっているが、アルミナ材の廃材処理と量産下での品質管理の面から、メーカーの生産現場では歓迎されないという。中はウォータージェットを用いたもの。設備コストが問題となるが、最近では低圧パルスジェットによる装置が開発されコスト要件は解決されるつつある。右は機械加工でボアに凹凸をつけるもの。日産GT-Rのプラズマ溶射下処理はこの手法に依っている。

溶射プロセス②:溶射の手法
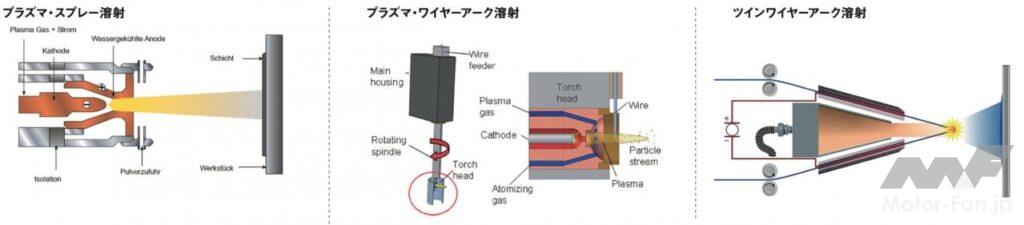
現在行なわれているボア溶射には大きく分けて3つの手法がある。ひとつはエリコンメテコが採用しているプラズマ・スプレー式。ふたつめは熱源としては同じプラズマを使うものの、溶射素材に粉末ではなく線材(ワイヤー)を使うプラズマ・ワイヤーアーク式(PTWA)で、フォードと日産車の一部が採用する。3つめは熱源にアーク放電を使い、線材を2方向から繰り出すツイン・ワイヤーアーク式。ダイムラーとBMWはこの方法を採る。
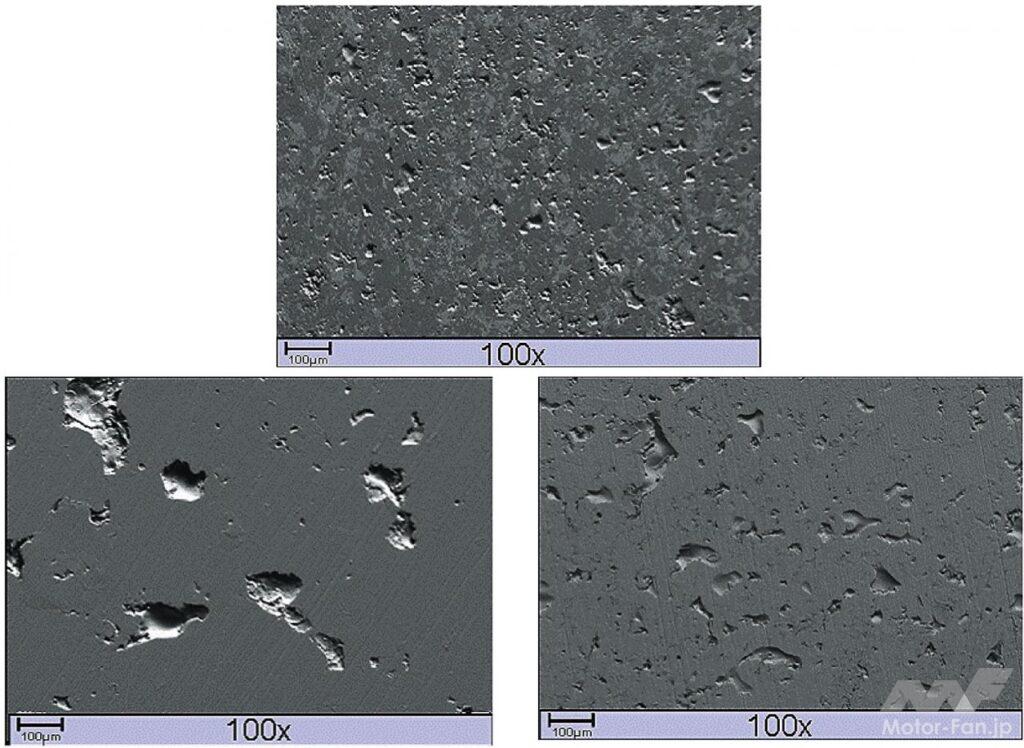
後者ふたつの線材を用いる手法は、素材のコストが粉末に比べ大幅に低いため多用されるが、ボアに溶着した素材の粒が大きくなりがちである(下写真のうち下ふたつがワイヤー方式で施工したボア表面)。粉末に比べどうしても微細化しづらく、施工時にもガンとボア間の距離を取る必要があるため、小径ボアのシリンダーには向かないとされる。
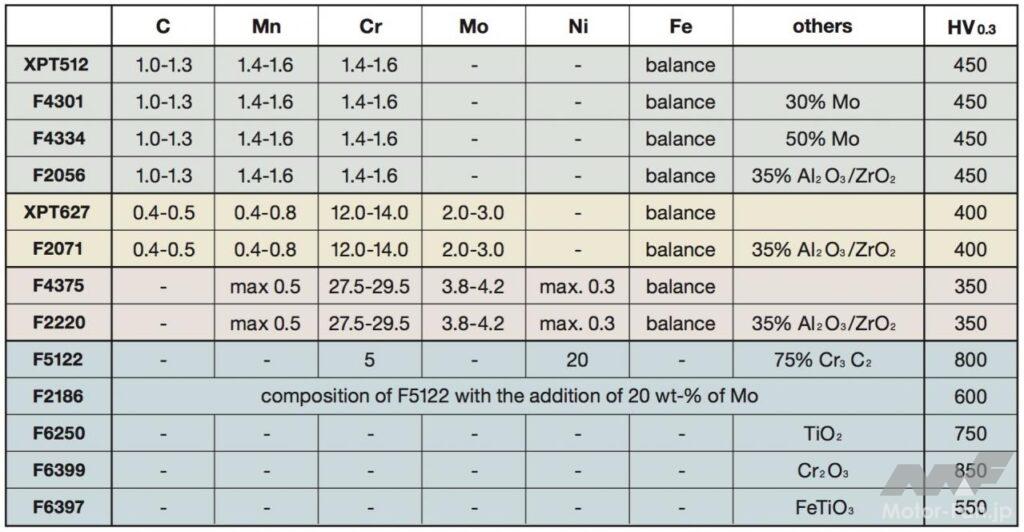
溶射プロセス③:素材の選択
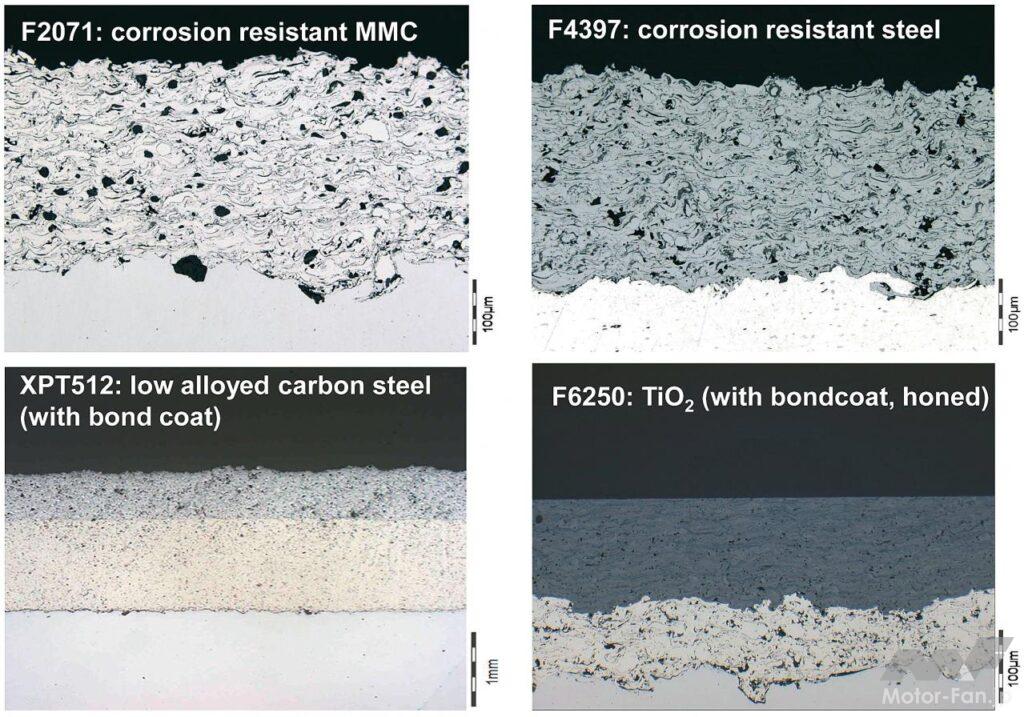
プラズマ・スプレー溶射では、線材に比べて多様な素材を使うことができる。市販車用として一般的なのは鉄ベースにカーボン、マンガン、クロムを添加したもの。当初は潤滑性能を確保するためにモリブデンを使っていたが、実際の採用例が増えるにつれ、高価なモリブデンを使う必要がないことがわかってきたという。表組みの下部(青い部分)は、セラミックス系の素材を混入したもので、専らレーシングエンジン用である。表の一番右の数字はビッカース硬度で、セラミックスを使うと極端に硬くなることがわかる。ディーゼルエンジンでは耐食性を上げるために、セラミックスを混入する(黄色とオレンジの部分。クロムの量を増やすこともある)。硬い素材を使うとホーニングの処理が難しくなる。
溶射プロセス④:ホーニング
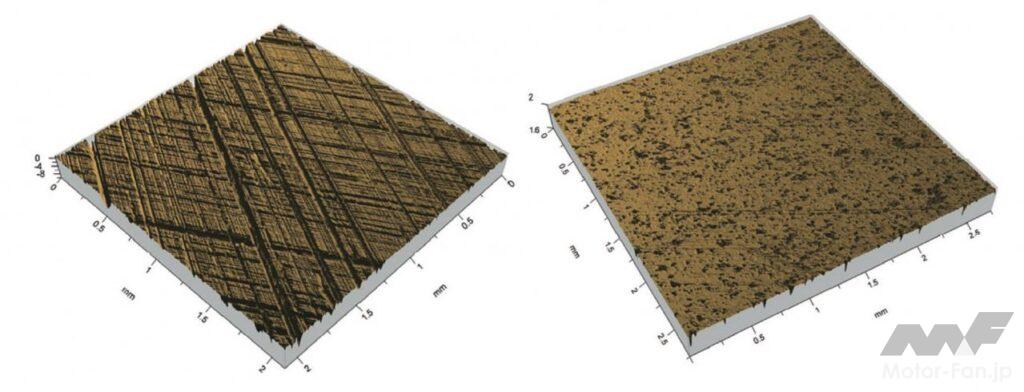
従来のライナーやメッキ処理と比べ、最も異なる部分がホーニングである。既存のホーニングはクロスハッチと呼ばれる放射状の溝をボアに刻みオイル溜まりとする。この方法だと上・下死点では溜まったオイルを拭き取る(ワイピング)ことになり、オイルの保持能力が低下してしまう。溶射では溝ではなく気孔にオイルが溜まるため、そうした現象は起こらない。
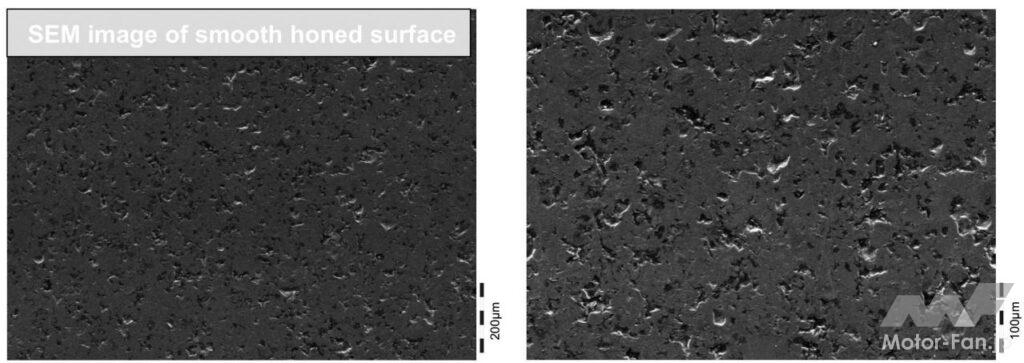
溶射におけるホーニングはミラーホーニングと呼ばれ、ボアに凹凸をつけるのではなく、逆に素材の面を平滑にする工法となる。下の白黒写真は左がホーニング前、右がホーニング後である。このミラーホーニングが、オイルの保持能力とともにフリクションを大きく下げる要因となる。